| #6 The Influence of Keeper Tray Materials on Casting Precision |
||
| T.Kogiso, M.Sakane, Y.Nakamura, H.Kumano, Y.Ohno, T.Tanaka 1, M.Okada 1, Y.Tanaka | ||
| Removable Prosthodontics, School of Dentistry, Aichi-Gakuin University
1Department of Dental Laboratory , Aichi - Gakuin University Dental Hospital |
||
| Introduction | ||
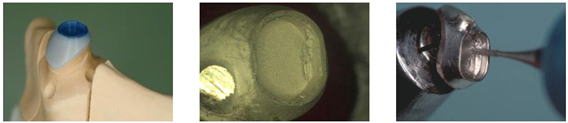
| A cast-bonding technique is one of two techniques use to fabricate a keeper coping of a denture with magnetic attachments. A plastic pattern is used in this technique. However, problems including a rough surface and a misrun inside the keeper tray are indicated for a keeper coping fabricated by a direct-bonding technique. Therefore, adjustment of castings is required at the lab bench and chairside (Fig. 1). | ||
 |
||
| Fig.1 | ||
|
|
||
| Objective |
||
| The purpose of the present study was to compare casting precisions between samples fabricated using a commercial ready-made pattern and a new prototype pattern. | ||
| Materials and Methods | |||||||||
| 1. Materials | |||||||||
|
|||||||||
 |
|||||||||
| commercial ready-made pattern prototype pattern | |||||||||
| Fig.2 Materials | |||||||||
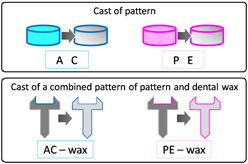
2. Experimental items
|
|||||||||
 |
|||||||||
| Fig.3 Experimental items | |||||||||
3. Methods
|
|||||||||
 |
 |
||||||||
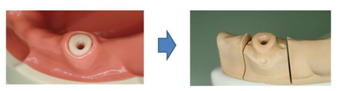
| Fig.4 preparation of abutment | |||||||||
 |
|||||||||
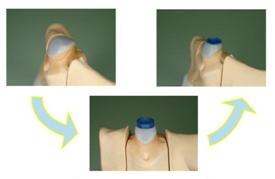
| Fig.5 Wax up | Fig.6 Keeper coping wax pattern | ||||||||
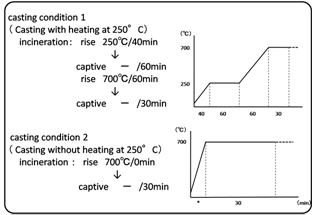
| Casting was performed under the following two heating conditions shown in the following figure. The casting condition 1 shown in Fig. 7 follows the manufactures’ instruction for plastic material incineration. 1. Casting with heating at 250°C, and 2. Casting without heating at 250°C. | |||||||||
 |
|||||||||
| Fig.7 Casting condition | |||||||||
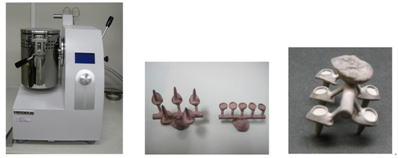
| Casting was performed using a vacuum-pressure casting machine (Heracast RC, Heraeus). The casting was steam cleaned, and immersed in a ultrasonic cleaner with Palla-Clearn (GC) for 5 minutes, and testing was then performed (Fig. 8). | |||||||||
 |
|||||||||
| Fig.8 Finished cast | |||||||||
| 4. Evaluation 1) Cast observation using stereomicroscope 2) Quantitative evaluation of casting surface roughness
|
|||||||||
|
|
|||||||||
| Results | |||||||||
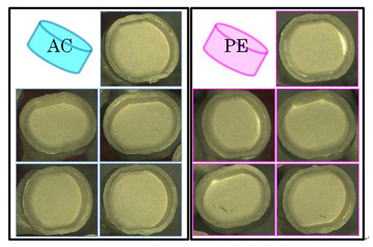
| 1. Casting observations using stereomicroscope Fig. 10 shows the observational comparisons between conventional AC and prototype PE castings with heating at 250°C. No major casting defect was observed in both samples. |
|||||||||
 |
|||||||||
| Fig.10 Heating at 250°C (AC,PE) | |||||||||
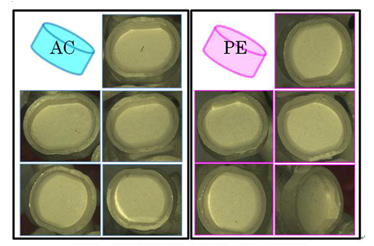
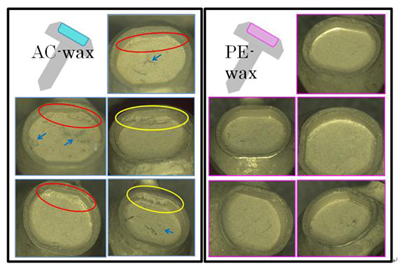
| Fig. 11 shows the observational comparisons between conventional AC and prototype PE castings without heating at 250°C. No major casting defects were observed in both samples. | |||||||||
 |
|||||||||
| Fig.11 No heating at 250°C (AC,PE) | |||||||||
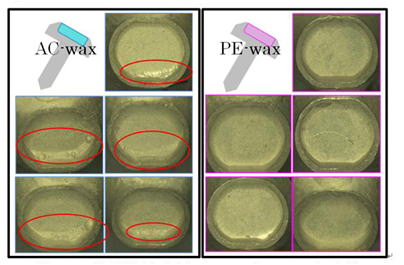
| Fig. 12 shows the observational comparisons between AC-WAX and PE-WAX castings with heating at 250°C. Casting defects were observed on the corner edges of all AC-WAX samples. No major casting defects were observed in PE-WAX samples. | |||||||||
 |
|||||||||
| Fig.12 Heating at 250°C (AC-wax,PE-wax) | |||||||||
 |
|||||||||
| Fig.13 No heating at 250°C (AC-wax,PE-wax) | |||||||||
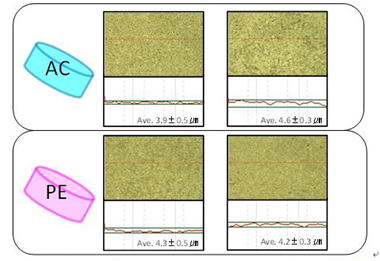
| 2. Three-dimensional image and surface evaluation | |||||||||
|
|||||||||
 |
|||||||||
| Fig.15 Three-dimensional image and surface evaluation | |||||||||
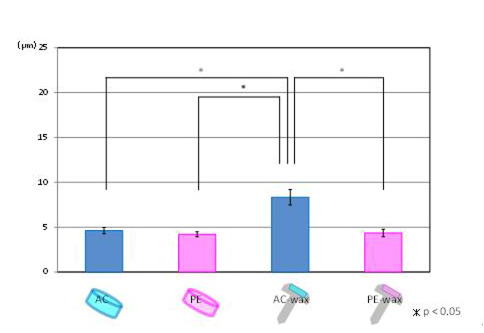
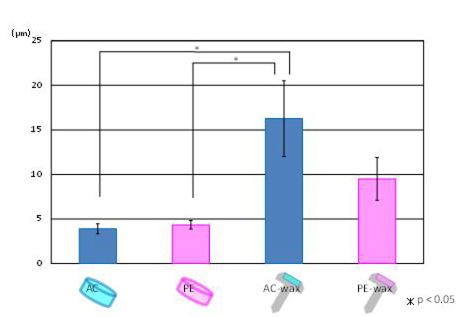
| 3. Measurement of the casting surface roughness | |||||||||
|
|||||||||
 |
|||||||||
| Fig.16 The casting surface roughness (heating at 250 °C) | |||||||||
 |
|||||||||
| Fig.17 The casting surface roughness (no heating at 250 °C) | |||||||||
 |
|||||||||
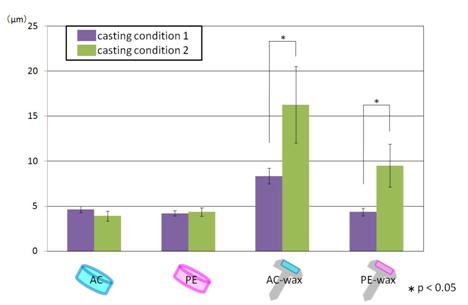
| Fig.18 Comparison of samples by different conditions | |||||||||

| Discussion |
| In each tested casting condition, the differences in a surface roughness were confirmed in AC and AC-WAX using conventional keeper trays. No significant differences were observed in prototype keeper trays. It is speculated that acrylic, a chief component of the conventional pattern and wax adversely interact with each other during the heating step after investment flasking. Further studies are needed to elucidate the postulated relationships between the keeper tray materials and casting defects, and to determine the causes of casting defects. |
| Conclusion |
| Samples were fabricated using a commercial ready-made pattern and new prototype pattern, and then compared for casting precision. The following conclusions were drawn: 1. No major casting defects were observed in the conventional and prototype castings when the patterns were individually cast. 2. The keeper coping patterns prepared by added dental wax demonstrated a significant unwanted casting defects such as blow holes and burrs in the conventional type patterns. No major casting defects were observed using the reported prototype casting pattern. 3. When dental wax was added to the original pattern to make the shaped coping, differences in surface roughness depending on different casting conditions was observed in both the conventional and prototype keeper trays. These results show that the prototype keeper tray design with the added dental wax technique demonstrated a better casting precision compared to the conventional type. |
| References |
| 1. Tanaka,Y.: Dental Magnetic Attachment,Q&A,Ishiyaku Publishers,Inc.(Tokyo),1995. 2. Gillings,B.R.D.: Magnetic retention for complete and partial overdentures,Part.J.Prosthet.Dent.,45(5): 484-491,1981. 3. Jackson,T.R.: The application of rare earth magnetic retention toosseointegrated implant.Inc.J.Oral & Maxill.Imp.,1:81-92,1986. |